
Everything You Need to Know about Duty Cycle in Welding
Feb 10, 2024
The duty cycle, a specification for welding equipment, specifies the duration, within a 10-minute interval, in which a welder can safely generate a specific welding current.
For instance, a 150-amp machine with a 30% duty cycle necessitates a "rest" period of at least 7 minutes after 3 minutes of continuous welding. In another scenario, if a machine is designated with a 300-amp capacity and a 60% duty cycle, it can sustain welding at 300 amps for 6 minutes. During the remaining four minutes, the power source must remain inactive to cool down.
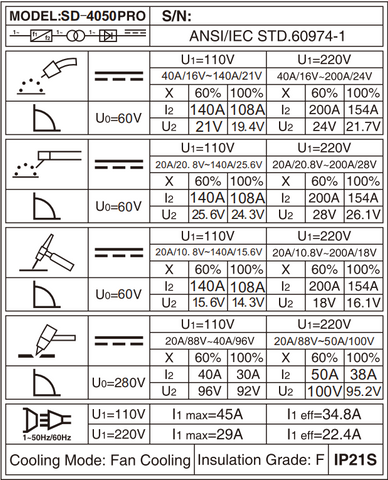
SSimder SD-4050Pro:
| RATED OUTPUT -DC ONLY | |||||
| Voltage | Mode | Duty Cycle | Current | Volts at Rated Current | |
| 220V | GMAW | 60% | 200A | 24V | |
| 100% | 154A | 21.7V | |||
| SMAW | 60% | 180A | 28V | ||
| 100% | 154A | 26.1V | |||
| GTAW | 60% | 200A | 18V | ||
| 100 | 154A | 16.1V | |||
| Plasma Cutting | 60% | 50A | 100V | ||
| 100% | 40A | 96V | |||
| 110V | GMAW | 60% | 155A | 22V | |
| 100% | 123A | 20.1V | |||
| SMAW | 60% | 140A | 25.6V | ||
| 100% | 123A | 24.9V | |||
| GTAW | 60% | 155A | 16.4V | ||
| 100% | 123A | 14.9V | |||
| Plasma Cutting | 60% | 37A | 95V | ||
| 100% | 22A | 93V | |||
Upgraded SD-4050Pro[2024]:
Nevertheless, it is important to note that the effective continuous usage time of a machine is not strictly regulated by a timer. Usually, this is governed by a thermostat embedded within the machine, which automatically shuts it off when the machine becomes excessively hot, requiring a cooling period before resuming operation. Factors influencing the duty cycle encompass the presence of an internal fan in the machine and the ambient temperature of the working environment.
How is duty cycle calculated and tested?
The formula for calculating duty cycle is:
Duty Cycle=(Welding Time/Total Cycle Time)×100%
To test the duty cycle, follow these general steps:
-
Welding Time Measurement:
- Weld continuously for a specific period, e.g., 10 minutes.
- Record the actual welding time during this period.
-
Cooling Time Measurement:
- Allow the machine to cool down for the remaining time in the cycle (e.g., 10 minutes - welding time).
- Record the cooling time.
-
Duty Cycle Calculation:
- Use the formula to calculate the duty cycle percentage.
-
Comparison with Manufacturer's Rating:
- Compare the calculated duty cycle with the manufacturer's specified duty cycle for the machine.
Is Duty-Cycle the best way to judge the performance of a welding machine ?
While duty cycle is an important factor to consider when evaluating the performance of a welding machine, it is not the sole determinant of overall performance. Duty cycle provides information about the machine's ability to handle continuous welding without overheating, but several other factors contribute to a welding machine's overall performance.
Yes and no!
The importance of Duty Cycle in different welding processes
Concerning TIG welding, the significance of duty cycle can exhibit notable variation.
TIG is commonly employed for intricate tasks involving thinner materials and/or smaller components. In such instances, the machine frequently operates well below its duty cycle limit, and a substantial amount of welding occurs at lower amperages where the machine may boast a 100% duty cycle. Additionally, due to the manual nature of TIG, where the filler metal is manually fed, the ratio of "welding/on time" to "off time" is lower compared to MIG welding.
In contrast, MMA/stick welding is a highly manual process, involving tasks such as changing electrodes and chipping slag. Consequently, the percentage of time that the operator dedicates to actual welding is typically lower than in MIG welding. This implies that duty cycle may not be as critical for MMA, and a duty cycle of 30%, for instance, could be considered relatively high.
MIG welding, being an automatic process with the filler metal fed automatically, allows operators to weld for extended periods with minimal interruptions between welds. Naturally, this varies depending on the specific application. In production scenarios, where jigs may be utilized to streamline setup and maximize welding time, duty cycle assumes great importance. When selecting an appropriate welder, opting for one with "excess" capacity rather than just enough is a prudent decision. For instance, if your application involves production welding of up to 8mm steel, a 250-amp machine, despite a 200-amp machine theoretically capable of the task, offers a higher duty cycle in a production setting.
In maintenance applications, duty cycle may be less critical, as the percentage of "welding time" is typically lower. Operators often execute just a few welds before transitioning to other tasks before returning to the next welding operation.


